






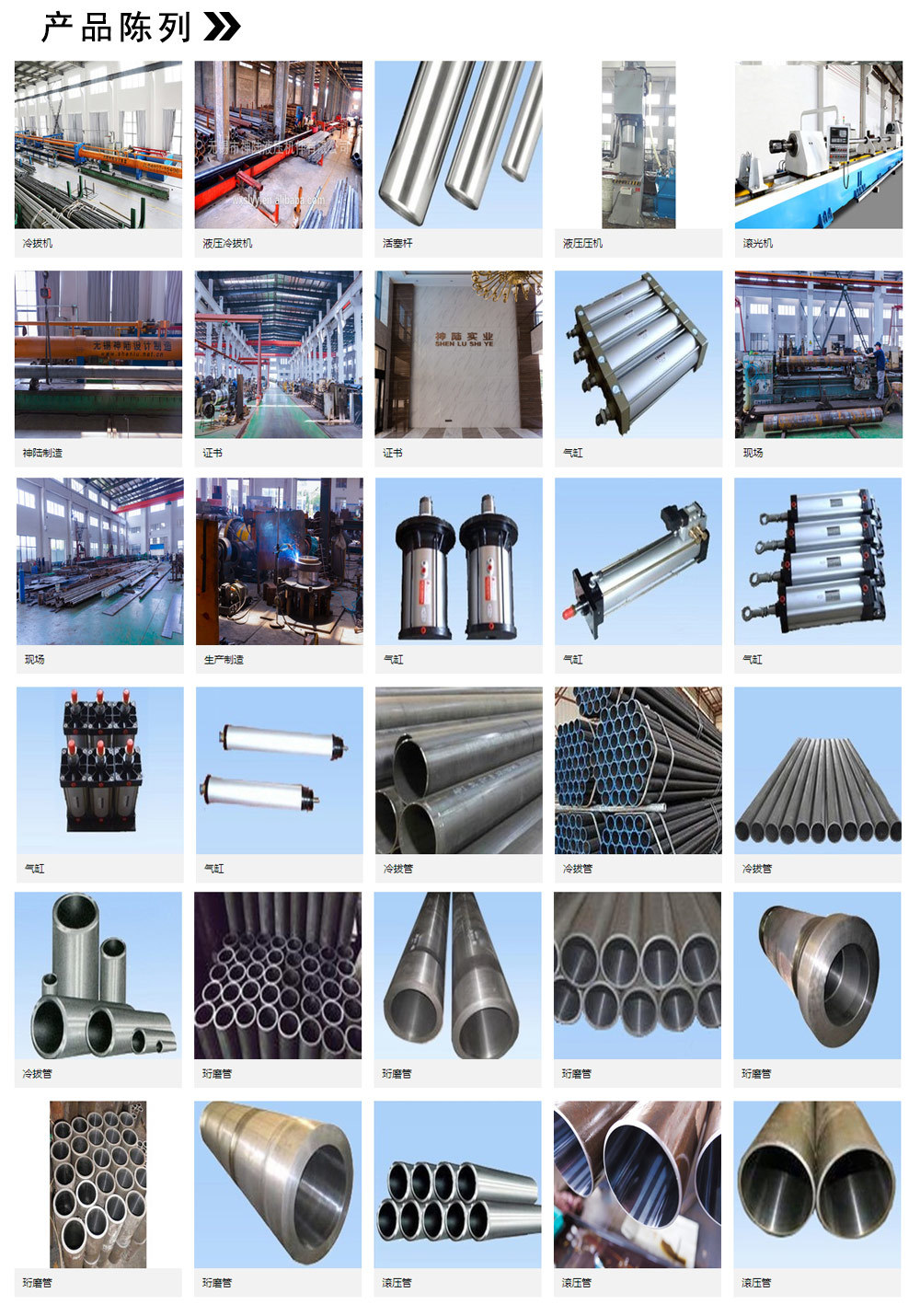
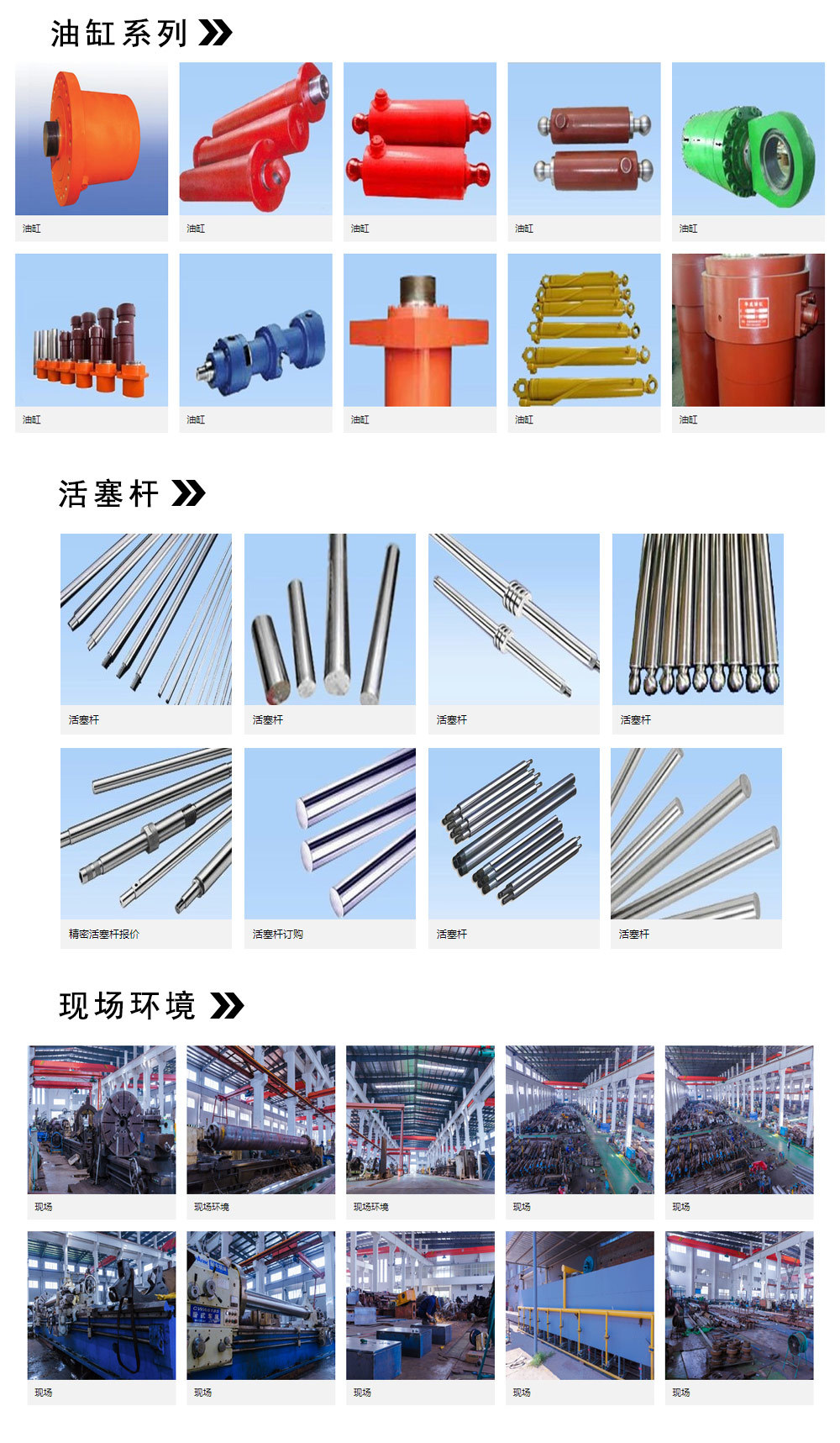
冷拔管 详情介绍
在生产过程中,冷拔管通常选用高温盐浴炉进行淬火和加热,达到脱氧的效果,但在实施时,冷拔管不能完全脱氧,当受到冷的碳侵蚀作用时,冷拔管会表现出硬度不足。淬火过程中冷却速率对冷拔管硬度的影响也很大。一般冷却速度越慢,产品硬度越低。为了防止出现这种情况,必须严格还原盐浴,严格控制冷却温度和时间,以达到最佳商品。冷拔8.
管的硬化是精确的。冷拉过程中,金属发生塑性变形。晶体中有许多滑动系统。位错运动互相拦截。许多位错被钉住,导致位错的积累和位错源的停止。这些过程导致位错迁移率降低,晶体中位错密度显著增加。当塑性变形进一步发生时,应力增加到足以使钉扎位错开始移动,螺钉位错发生交叉和滑动,边缘位错不能交叉和滑动,从而发生位错交叉,固定阶数增加。因此,通过提高位错密度和降低冷拔过程中位错的迁移率,提高了金属材料的硬度和强度,使得产生位错和移动位错变得困难。这就是冷拉的冶金原理。
产品参数
|
型号
|
JLB150T
|
JLB250T
|
JLB300T
|
JLB400T
|
JLB600T
|
JLB1000T
|
|
|
最大拉力 (KN) |
1630
|
2700
|
3200
|
4100
|
6500
|
12000
|
|
|
绘图速度 (M/min) |
0-5.5
|
0-4.5
|
0-4.5
|
0-4
|
0-3
|
0-3
|
|
|
成品管有效长度 (M) |
1.5-10
|
1.5-10
|
1.5-10
|
1.5-10
|
1.5-10
|
1.5-10
|
|
|
成品管拉制厚度 (mm) |
20
|
25
|
30
|
33
|
42
|
70
|
|
|
主油缸 (mm) |
Φ320/Φ 150x10000
|
Φ420/Φ 210x10000
|
Φ450/Φ 210x10000
|
Φ500/Φ 220x10000
|
Φ630/Φ 280x10000
|
Φ850/Φ 350x10000
|
|
|
系统站数 (Station) |
2
|
2
|
2
|
2
|
2
|
2
|
|
|
系统工作压力 (Mpa) |
26
|
26
|
26
|
26
|
26
|
26
|
|
|
系统最大压力 (Mpa) |
31.5
|
31.5
|
31.5
|
31.5
|
31.5
|
31.5
|
|
|
泵(手动变量柱塞泵) |
160Lx3
|
160Lx2 250Lx1
|
250Lx3
|
250Lx3
|
250Lx3
|
400Lx3
|
|
|
主马达 (KW) |
55x3
|
55x2 75x3
|
75x3
|
75x2 90x1
|
90x3
|
132x3
|
|
|
外形尺寸 (WxHxL)
|
1.6x1.4x42
|
1.7x1.5x44
|
1.7x1.5x44
|
1.9x1.8x45
|
2.1x2x45
|
2.65x2.65x60
|
|
|
重量 (T) |
86
|
100
|
120
|
180
|
220
|
300
|
|





在线咨询




